Co-incineração versus Incineração Dedicada
Nota: Para mais informações aconselha-se uma leitura cuidada ao Cap. 4 do 1º relatório da CCI, Parecer Relativo ao Tratamento de Resíduos Industriais Perigosos, sendo dado como adquirido que o relatório é um todo.
Há cerca de uma década a co-incineração de resíduos em fornos de unidades cimenteiras é praticada extensivamente e de forma segura em doze países da União Europeia, nos Estados Unidos, no Japão e na Suíça, funcionando os resíduos pré-tratados como combustível alternativo. A nível da UE, cerca de 150 fornos dos 450 existentes em 250 unidades cimenteiras recorrem a combustíveis alternativos num total de material equivalente a cerca de 3 milhões de toneladas de carvão por ano, o que corresponde, em média, à substituição de combustível normal em 20%.
Princípio
de funcionamento da Co-incineração
::aqui::
Princípio de funcionamento da Incineração Dedicada
Descrição do processo de incineração
Unidade de Combustão
A Unidade de Combustão constitui a parte fundamental de uma incineradora dedicada porque do seu funcionamento depende a capacidade da incineradora para destruir mais, ou menos, eficazmente os resíduos orgânicos perigosos. Há diferentes tipos de tecnologias aplicadas na queima de resíduos perigosos que incluem maioritariamente fornos rotativos, sistemas de injecção líquida e sistemas em leito fluidizado.
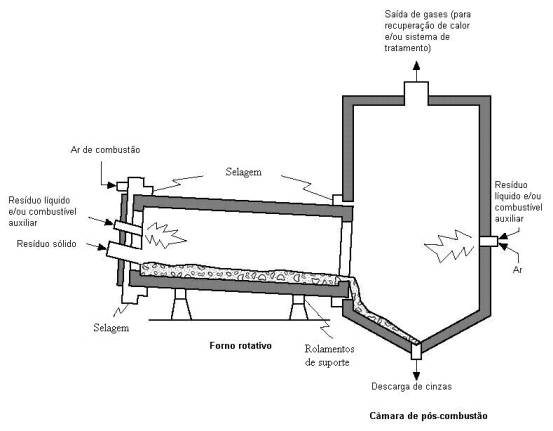
A maioria das incineradoras comerciais de resíduos perigosos é do tipo forno rotativo devido à sua maleabilidade e capacidade para tratar diferentes tipos de resíduos. Os fornos rotativos podem processar resíduos na forma líquida e sólida, aceitando também resíduos em contentores fechados e materiais menos comuns como munições. Os fornos rotativos utilizados na incineração de resíduos perigosos são constituídos tipicamente por duas partes: o forno rotativo propriamente dito e a câmara de pós-combustão (afterburner). O forno rotativo é formado por uma carcassa cilíndrica em aço, revestida internamente com refractário, com diâmetro de 4,5 a 6 metros e com uma razão comprimento/diâmetro entre 2:1 e 10:1. A carcassa encontra-se numa posição quase horizontal, com um ângulo de 2-4º, e rola segundo o seu eixo com uma velocidade de 0,5-2 rotações por minuto. A câmara de pós-combustão situa-se no final do forno rotativo, como mostra a Figura 1, e recebe os gases e cinzas dele provenientes. Na câmara de pós-combustão completa-se a queima dos gases, iniciada no forno rotativo.
Figura 1 - Esquema de um forno rotativo típico numa Incineradora de resíduos perigosos
Unidade de Recuperação e Conversão de Energia
Embora não seja necessária para se efectuar uma incineração eficaz as incineradoras comerciais actuais são providas de uma caldeira de recuperação de calor para co-geração de energia eléctrica.
Unidade de Depuração e Controlo de Efluentes
A queima em incineradoras dedicadas, embora eficaz, nunca é total, como em qualquer processo térmico. Além do mais os elementos vestigiais presentes nos reagentes não são destruídos e têm que sair com os efluentes. Também os produtos de combustão completa nem sempre são substâncias inócuas, como os resultantes da queima de enxofre, cloro e flúor, que são substâncias ácidas (SO2 e H2SO4, HCl e HF). Assim da incineração resultam efluentes sólidos e gasosos que contêm poluentes, nomeadamente compostos orgânicos resultantes da queima incompleta ou sintetizados a partir de precursores, monóxido de carbono, partículas de cinzas e fuligem, óxidos de azoto, SO2, HCl e HF, e elementos vestigiais tóxicos como o mercúrio, chumbo e outros. Uma parte das substâncias poluentes saem com as cinzas e resíduos sólidos da combustão, pela base do forno. Estes resíduos contêm normalmente inqueimados, podendo estar contaminados com concentrações importantes de metais tóxicos não-voláteis ou semi-voláteis, de compostos orgânicos tóxicos e de dioxinas/furanos. Têm de ser assim considerados resíduos perigosos e tratados com as regras de segurança aplicados a este tipo de resíduos.
Os efluentes gasosos provenientes do forno são normalmente depurados de poluentes por passagem através de diferentes unidades de tratamento. Numa unidade de incineração de resíduos perigosos moderna utilizando todas as técnicas BAT, existem no mínimo três tipos de sistemas de tratamento de efluentes:
i) Um sistema de lavagem (scrubber) para a remoção de gases ácidos;
ii) Um sistema de despoeiramento para a remoção de partículas;
iii) Um sistema para a remoção de compostos orgânicos em geral, dioxinas e metais voláteis.
Muitas das incineradoras de resíduos perigosos a operar no mercado europeu e norte-americano não se encontram providas de todos os sistemas de controlo acima referidos.
Sistema de Lavagem (Scrubber)
Normalmente o primeiro sistema de tratamento de efluentes encontrado pelos gases à saída do forno é scrubber. Os scrubbers têm como objectivo primordial remover do efluente as substâncias ácidas gasosas, embora possam também remover partículas e metais voláteis. O princípio de funcionamento de um scrubber consiste na injecção na corrente gasosa de uma substância básica com a qual os poluentes ácidos gasosos reagem, dando origem a produtos neutros, na forma condensada, que são separados do efluente gasoso. Existem vários tipos de scrubber, que procuram de diferentes modos aumentar a velocidade e eficiência de remoção dos poluentes ácidos sem a introdução de grandes perdas de carga no sistema.
Sistema de Despoeiramento
As partículas geradas durante a combustão, ou resultantes da lavagem dos gases, são removidas com sistemas de despoeiramento colocados a jusante do scrubber. Os próprios scrubber se forem do tipo húmido têm capacidade para remover uma parte substancial das partículas do efluente gasoso.
Do mesmo modo que numa unidade cimenteira os sistemas de despoeiramento utilizados em incineração dedicada são do tipo ciclone, precipitador electrostático e filtro de mangas.
Sistema para a remoção de VOC, dioxinas e metais voláteis
Os sistemas de lavagem e despoeiramento não conseguem remover uma fracção considerável de compostos voláteis tóxicos como certos hidrocarbonetos perigosos, dioxinas e metais voláteis. Estas substâncias têm que ser removidas do efluente antes da sua emissão pela chaminé, quer por adsorção sobre sorventes específicos, quer por destruição por um material catalisador. Na indústria de incineração têm sido experimentados e aplicados um conjunto de agentes adsorventes, dos quais o mais eficaz e comum é o carvão activado.
Vantagens comparativas da Incineração Dedicada e Co-incineração em Cimenteiras
As incineradoras dedicadas permitem uma maior maleabilidade na escolha do local de instalação, de modo a minimizar os efeitos ambientais relativos às emissões e os custos e riscos do transporte dos resíduos desde os seus locais de produção. A co-incineração em cimenteiras só pode ser efectuada em unidades já existentes e dá uma possibilidade de escolha muito menor.
As incineradoras dedicadas necessitam de um volume mínimo de resíduos perigosos para tratar, por ano, para poderem ter custos de tratamento suportáveis pela indústria, em termos de competição internacional.
A co-incineração não é tão exigente em termos do volume de resíduos a tratar, porque o objectivo principal do forno da cimenteira continua a ser a produção de clinquer.
As incineradoras dedicadas permitem uma maior abrangência no tipo de resíduos a tratar que as cimenteiras. Nos fornos de cimento não podem ser queimados resíduos com níveis elevados de cloro, devido aos problemas que o cloro põe no processo de fabricação do clinquer, nem resíduos com mercúrio, porque as cimenteiras não permitem o controlo deste metal tóxico que sairia maioritariamente pela chaminé. As incineradoras dedicadas se possuírem as técnicas BAT, incluindo scrubber e sistema de carvão activado, podem lidar com resíduos contendo níveis mais elevados de cloro e mercúrio.
O investimento na instalação de uma unidade de incineração de resíduos perigosos dedicada é bastante maior do que o necessário para adaptar uma cimenteira para a co-incineração. Como consequência os custos de tratamento de resíduos são bastante mais elevados numa incineradora dedicada do que numa cimenteira. Não existem tabelas fixas e preços claros sobre o custo de tratamento de cada tipo de resíduos pelos dois processos, até porque os preços aplicados no mercado europeu parecem ser afectados pela concorrência verificada entre co-incineradoras e incineradoras. O custo depende do tipo de resíduos e tem muito a ver com a contaminação em substâncias tóxicas e o seu conteúdo energético e em matéria prima. Certos resíduos com elevado valor energético até poderão ter um custo de tratamento negativo, dependendo do preço do combustível tradicional e da competição existente no mercado. Do que nos foi dado observar o preço de tratamento de resíduos pela incineração é pelo menos o dobro do requerido pela co-incineração.
|
Co-incineração
em Cimenteiras
|
Incineração
Dedicada
|
| Não pode tratar alguns RIP halogenados | Destrói menos eficientemente as moléculas orgânicas (1100ºC/2s contra 1450ºCclinquer/4-6s) |
| Não pode tratar RIP com Hg, Cd, Tl | Pode aceitar resíduos mais contaminados (ex:organoclorados) |
| Necessita da preparação prévia de uma mistura combustível | Produz novos resíduos perigosos: escórias, poeiras e líquidos de lavagem |
| Destrói com grande eficiência as moléculas orgânicas | Baixo rendimento energético |
| Fixa os metais integrando-os na estrutura do clinquer | Possui um sistema de tratamento de gases mais eficiente |
| Elevado rendimento energético | |
| Não produz novos RIP |
![]()